Kabelschuhe
Kabelschuhe dienen zum Anschluss eines Kabels über eine normale Schraube ohne extra Klemmkörper. Verschiedene Modelle und dazu gehörende Werkzeuge gibt es in nahezu beliebiger Auführung wofür man auch ebenso beliebig viel Geld ausgeben kann. Diese Ausführungen beschränken sich deshalb auf blanke Rohrkabelschuhe für Querschnitte ab 16mm² und deren Verarbeitung. Üblich und leicht erhältlich sind bei uns die Modelle, welche nach DIN 46235 genormt sind. Rohrkabelschuhe nach DIN heissen dort immer Presskabelschuhe. Die DIN Versionen benuzten etwas mehr Kupfer, können bei korrekter Verarbeitung dafür aber mit allen Arten von Leitern verwendet werden. Sie haben sich deshalb im Handel und Handwerk auf breiter Front durchgesetzt.
Aus den vorhergehenden Ausführungen ist bekannt, daß mehrdrähtige, feindrähtige und feinstdrähtige Leiter aufgrund der unvermeidbaren Lufteinschlüsse zwischen den Litzen bei gleichem Wirkungsquerschnitt unterschiedliche Aussendurchmesser aufweisen. DIN Presskabelschuhe sind deshalb wie im Übrigen auch DIN Aderendhülsen in den Abmessungen zum Einführen der mehrdrähtigen Leiter mit dem größten Durchmesser ausgeführt. Für feindrähtige und feinstdrähtige Leiter sind Presskabelschuh nach DIN deshalb in der Regel etwa eine viertel bis halbe Nummer zu groß.
Die Hersteller bieten in dieser Situation abseits der DIN verschiedenste verkürzte Bauformen und passende Spezialwerkzeuge an. Diese verwenden weniger Kupfer, benötigen dafür aber in der Regel eine Dornpressung anstelle der üblichen Sechskantpressung. Man sollte Spezialversionen abseits der DIN möglichst nur in Serienfertigungen nutzen, wo man genau weis was man tut. Auf 4 stellige Beträge für ein Presswerkzeug darf es nicht ankommen bzw. muß dieses durch den geringeren Kupfereinsatz der Kabelschuhe in absehbarer Zeit über die Stückzahlen amortisiert sein.
Für alle anderen Anwendungen sind DIN Presskabelshuhe das aktuelle Maß der Dinge. Um feinstdrähtige Leiter für DC Anwendungen in DIN Presskabelschuhen korrekt verarbeiten zu können, sind gleich mehrere Tricks erforderlich. Dazu später noch eine Fotostrecke bei Montage welche aber das Grundlagenwissen hier voraussetzt.
Ab Querschnitten von 16mm² werden die Unterschiede in den Durchmessern von feinstdrähtigen Litzen gegenüber mehrdrähtigen Litzen so groß, daß eine einwandfreie Verpressung nicht mehr gewährleistet werden kann. Die Übergangswiderstände erhöhen sich. Langfristig sind verbrannte Anschlussklemmen und unreparable Leiterplatten die vorprogrammierte Folge.
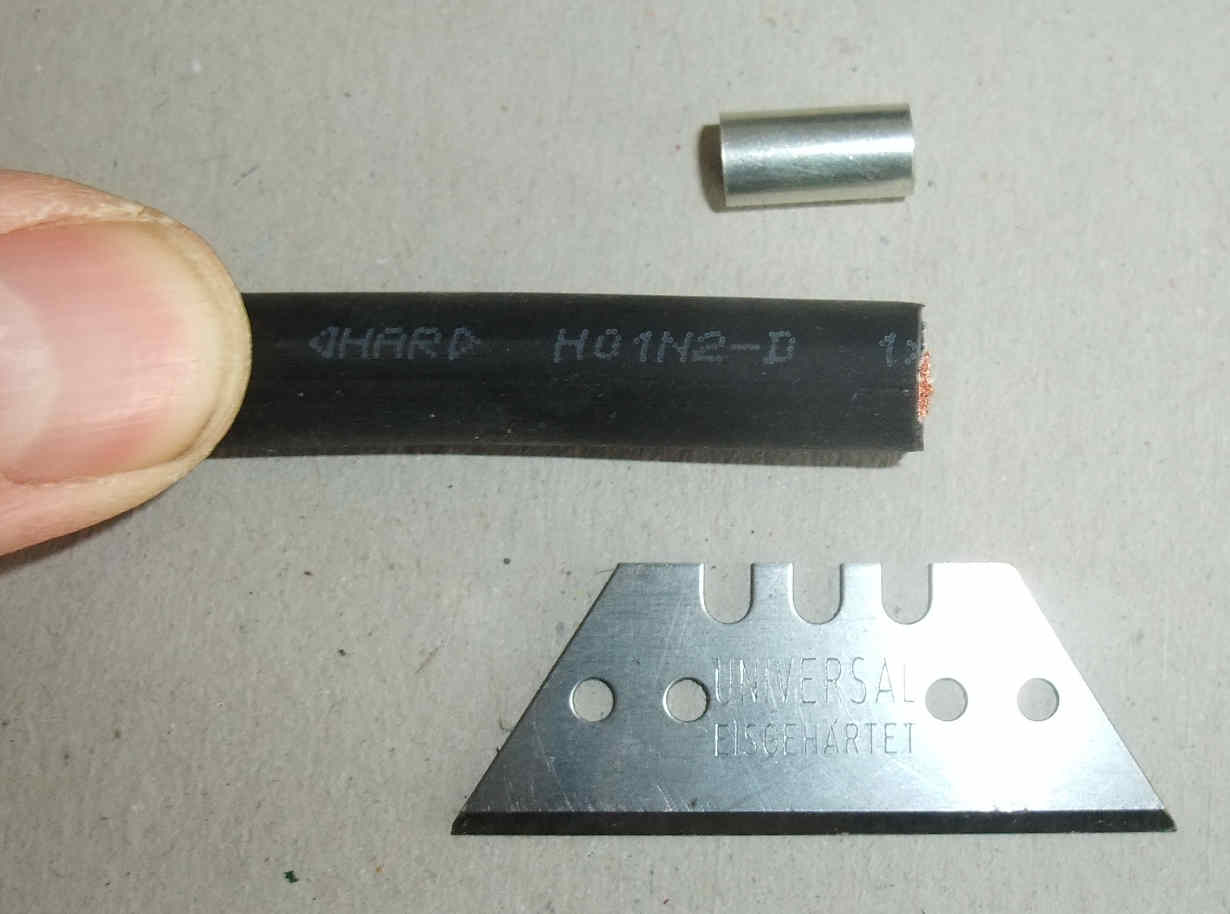
Um feinstdrähtige Leiter in DIN Kabelschuhen dennoch fachlich korrekt verarbeiten zu können, gibt es Ausgleichshülsen für DIN Kabelschuhe. Klauke produziert diese unter der Baureihenbezeichnung VHR. Ausgleichshülsen VHR sehen aus wie Aderendhülsen, haben aber an die DIN angepasste Abmessungen. Sie sind bei vielen Elektrogroßhändlern als Ware für wenige Cent meist sogar einzeln vorrätig.
Eine Verpressung von feinstdrähtigen Leitern in DIN Kabelschuhen ohne Ausgleichshülse sieht man immer wieder. Es wird im Einzelfall besonders bei kleinen Querschnitten unter 50mm² und kleineren Strömen unter 100 Amp meist einige Zeit gut gehen, ist aber mit größer werdenden Querschnitten und Differenzen in den Durchmessern auf keinen Fall zu empfehlen. Obwohl von den Herstellern für diese Situationen gerne eine Dornpressung mit mehr Toleranzen vorgeschrieben wird, können mit Ausgleichshülsen auch herkömmliche Sechskantpressungen ohne Bedenken verwendet werden. Normalerweise presse ich immer doppelt und mache dann einen manuellen Auszugstest. Durch den hohen Kupfereinsatz der DIN Presskabelschuhe haben zwei Pressungen hintereinander bequem Platz. Alleine bei einer industriellen Serienfertigung ist ein solches Vorgehen unwirtschaftlich, weshalb von den Herstellern sehr teuere Spezialwerkeuge angeboten werden für welche eine Verpressung auf Anhieb vom Hersteller gewährleistet werden kann. Im Gegensatz zu den VHR Ausgleichshülsen ist das im Hobbybetrieb aber nicht erforderlich.
Manuelle Presszangen bis 120mm² gibt es in vernünftiger Qualität ab etwa 100 Euro aufwärts. Im Foto eine Klauke K06 welche mit eingebauten drehbaren Einsätzen von 16 mm² bis 120mm² die meisten Hobbyanwendungen abdeckt. Daneben eine 25mm² H01N2 Leitung mit aufgesteckter Ausgleichshülse hinter einem dazu passenden M8 DIN Presskabelschuh.
Chinesische Hydraulikzangen in ähnlichem Preis haben erhebliche Defizite in der Qualität der Pressmatrizen. Für gelegentliche Nutzung sind sie notfalls trotzdem ok. Man braucht auf jeden Fall eine zweite Person zum Halten der zu verpressenden Leitung, so daß man die Hydraulik dann selbst auch noch zweihändig bedienen kann. Bei deutschen Presswerkzeugen im 4-stelligen Bereich geht das ohne Hilfsperson. Bessere Pressmatrizen haben die Querschnittsnummer des dazu passenden Kabels eingraviert. Dieses bildet sich dann auf der Oberfläche des Kabelschuhs ab, so daß eine korrekte Verpressung auch nachträglich plausibel gemacht werden kann. Bevor man also eine China Hydraulik bis 300mm² kauft, sollte man deshalb eine ordentlich manuelle Zange bis 120mm² für die „täglichen Anwendungen“ besitzen.