Overnight Express, 30 euro. ??
hab ich mir auch überlegt anpunkten ohne zusatz reicht ja auch schon und lange pausen dazwischen.
geht aber bei dem typ pol nicht da die alle sehr weit am rand sind
eine weitere möglichkeit wäre 8mm in die pole bohren und dann einen edelstahl m6 gewindeinsatz einkleben
ist aber auch riskant da ich nicht weiß ob man da überhaupt 8mm alu hat und man müsste alle gewindebolzen von den zellen reissen
Das mit dem Gewinde wurde öfter gemacht. Gefühlvolle Menschen spüren es bevor sie durch sind ![]()
M8 ist deutlich zu groß. D/L ungünstig. Dazu braucht es modifizierte Fertigschneider mit später gekürzter Spitze. Besser wären 2 Gewinde nebeneinander, oder 4 (original Schraub Bolzen)
WIG ist quasi wie Autogen, da bringt man viel Wärme ein. Da ist MIG noch besser.
Worin siehst Du das Problem mit dem Randabstand? Du meinst, weil der abgerissene Pol fast bis an diese braune Einfassung heranreicht? Du könntest Kerben in die Scheibe des Pols machen, wie ein Kettenblatt, und dort Schweißpunkte setzten. Die Masse muß natürlich an den Pol an dem geschweißt wird, falls man das dazusagen muß.
So sieht der Zellpol bei einer typischen Zelle im Querschnitt aus:
( Der “Alublock” in der Zelle ist ~ 3.5 mm dick. Danach ist man praktisch in der Zelle. )
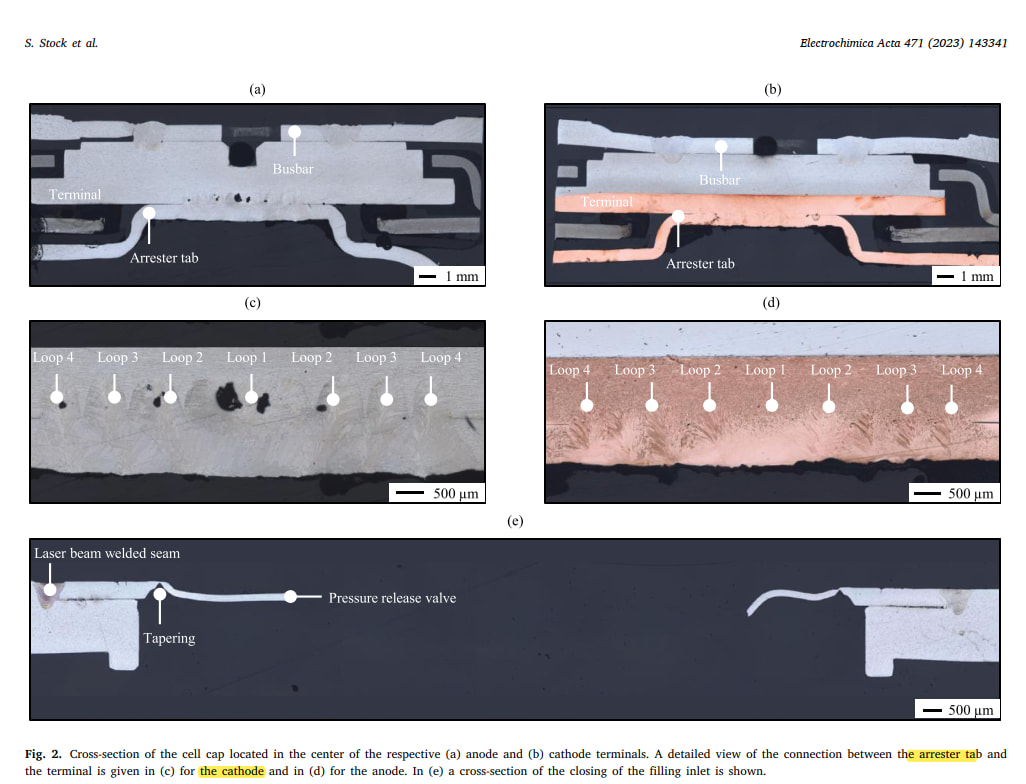
aus https://www.sciencedirect.com/science/article/pii/S001346862301513X?via%3Dihub
Habe dieses Jahr etwas mit WIG-Schweißen angefangen. Punkten ( Kehlnaht am Fuß des Terminals ) mit langen Pausen halte ich für grundsätzlich möglich, würde mir das aber nicht zutrauen.
4 „Gefällt mir“
Ich habe 3mm Aluminium mit WIG geschweißt, in einem Kurs. Das geht problemlos ohne die Rückseite der 3mm aufzuschmelzen. Ich würde mich aber sehr vor dem Wärmeeintrag und damit der Temperatur auf der Rückseite fürchten. Kurz, wirklich kurz mit MIG könnte ich mir noch vorstellen. Ich habe zwar noch nie MIG geschweißt aber MAG. Mit WIG kann man unmöglich so kurz schweißen wenn eine Verbindung entstehen soll.
Nachtrag: Was genau ist auf der Rückseite dieser 3,5mm? Ich sehe da Lücken.
Da sind die “Arrester Tabs“ angeschweißt.
Der “Arrester Tab” ist der Sammler für die Elektrodenfolien. Mehr Bilder gibt’s im pdf.
Direkt nach dem Schweißen hättest Du aber sicher nicht die blanke Hand aufgelegt.
Das wäre meines Erachtens das Kriterium dafür, dass man sich damit an Li-Ionen-Zellen wagen könnte.
Ich halte es nicht für plausibel, dass man mit MIG grundsätzlich weniger Wärmeeintrag hat, als mit WIG. Beide arbeiten schließlich mit einem Lichtbogen.
Mit modernen Schweißgeräten kann man sehr kurze Punkte ( < 100 ms ) setzen. Der Wärmeeintrag im Vergleich zum Laserschweißen ist aber in jedem Fall erheblich höher.
Entweder sollte da ein "nicht" rein oder ein "ob" statt dem "dass". Und, ja, ich würde dem Zellinneren zwar zutrauen höhere Temperatur auszuhalten als meine Hand es tut aber ich denke mit WIG wird es zu heiß.
Bei MIG wird unmittelbar und fast augenblicklich das Elektrodenmaterial aufgeschmolzen, eine relativ kleine Menge Material. Dieses Material verbindet sich auch mit einer nur gerade so aufgeschmolzenen dünnen Schicht an der Oberfläche. Den Vorgang kann man nach Abkühlung beliebig wiederholen, bis man genug Querschnitt hat. Bei WIG zündet man den Lichtbogen, das Material beginnt aufzuschmelzen und dann fügt man Material vom Stab hinzu. Keine Chance bei WIG irgendetwas in 100ms zu erreichen. Beim Ansetzen einer Schweißnaht mit WIG vergehen schon mal ein paar Sekunden (meine persönlich Erfahrung bei 3mm), bis man mit dem Ziehen der Naht anfangen kann. Ab dem Punkt ist WIG und MIG ähnlich schnell.
Mit Laserschweißen kenne ich mich nicht aus, vom Prinzip ist es wie WIG oder Autogen, ein "Stahl" Energie, nur daß man viel besser Wärme in Spalten einbringen kann. Wenn man aber, wie bei den Elektroden im Bild, von oben durch eine Materialschicht durchschweißt, dann muß man auch mit dem Laser zwangsläufig viel Wärme einbringen, denke ich.
Doch das geht schon ![]() . Beim WIG schweißen gibt es einige Einstellungen die du machen kannst wie zb.: Gasvorströmzeit, Startstrom, Stromanstiegszeit, Hauptstrom, Stromabsenkzeit, Endstrom, Gasnachströmzeit. Wenn beim WIG schweißen nach dem zünden des Lichtbogens Zeit vergeht bis man mit schweißen loslegen kann, dann liegt das am eingestellten Startstrom und der Stromanstiegszeit bis zum Hauptstrom, ist man beim Hauptstrom angelangt und es hat sich ein Schweißbad gebildet legt man los und gibt normal gleichzeitig Zusatz bei (Schweißstab). Dann kannst du noch Pulsschweißen wo du Basisstrom, Spitzenstrom, Pulsfequenz, und Pulsweite zusätzlich einstellen kannst. Und mit der Pulsfunktion kannst du im Millisekunden Bereich schweißen bzw. auch Spotten wenn du es passend einstellen tust. Damit kannst du wirklich sehr kurze Punkte setzen. Beispiel:
. Beim WIG schweißen gibt es einige Einstellungen die du machen kannst wie zb.: Gasvorströmzeit, Startstrom, Stromanstiegszeit, Hauptstrom, Stromabsenkzeit, Endstrom, Gasnachströmzeit. Wenn beim WIG schweißen nach dem zünden des Lichtbogens Zeit vergeht bis man mit schweißen loslegen kann, dann liegt das am eingestellten Startstrom und der Stromanstiegszeit bis zum Hauptstrom, ist man beim Hauptstrom angelangt und es hat sich ein Schweißbad gebildet legt man los und gibt normal gleichzeitig Zusatz bei (Schweißstab). Dann kannst du noch Pulsschweißen wo du Basisstrom, Spitzenstrom, Pulsfequenz, und Pulsweite zusätzlich einstellen kannst. Und mit der Pulsfunktion kannst du im Millisekunden Bereich schweißen bzw. auch Spotten wenn du es passend einstellen tust. Damit kannst du wirklich sehr kurze Punkte setzen. Beispiel:
5Hz = 5mal die Sekunde
1000 / 5 = 200ms
200ms x 80% = 160ms Pulsstrom
Rest 20% = 40ms Basisstrom
Es gibt WIG Geräte mit spezieller Spot Funktion dann brauchst du nicht mit der Pulsfunktion rumspielen. Oder aber zusätzliche Geräte aus China für WIG Schweißgeräte ohne Spot Funktion dann geht das wohl noch ein Stückchen besser und wirklich mit kaum Wärmeeintrag ins Material. Alufolie zusammen schweißen, Rasierklingen, Cola Dosen etc. alles möglich mit WIG wenn du dich etwas damit auseinander setzt ![]() . Ich hab selbst schon unter 1mm geschweißt und mit Puls gespottet, aber DC und V2A. Wie das bei den Polen aus Aluminium ausshieht kann ich nicht sagen weil das mit AC geschweißt wird. Aluminium soll aber wohl rissig werden ohne Zusatz. Wenn ich persönlich solche Zellen hätte dann würde ich es einfach ausprobieren.
. Ich hab selbst schon unter 1mm geschweißt und mit Puls gespottet, aber DC und V2A. Wie das bei den Polen aus Aluminium ausshieht kann ich nicht sagen weil das mit AC geschweißt wird. Aluminium soll aber wohl rissig werden ohne Zusatz. Wenn ich persönlich solche Zellen hätte dann würde ich es einfach ausprobieren.
Hier kann man gut sehen was mit WIG möglich ist:
https: //www.youtube.com/watch?v=M2Xh4jekJ6Y
Hier mit Pulsfunktion:
https: //www.youtube.com/watch?v=LVFKkQTri7I&t=1s
Hier mit Spot Funktion:
https: //youtu.be/xEe8-a6hjuI?si=XG_pxG6IUw0jK8qS
Aber wie gesagt das ist alles mit V2A oder normales Blech also DC geschweißt da muss man keine Oxidschicht aufbrechen.
2 „Gefällt mir“
Laserschweißen ist mit der hohen Energiedichte interessant. Da kann TIG nicht mithalten.
Die notwendige Energie müssen beide erbringen, der Laser bringt es auf den Punkt...
Das Bolzensetzgerät ebenso ![]()
Es zündet ein Plasma, das die Oxidschicht aufreißt und die aktiven Oberflächen anschmilzt. Beim Aufsetzen ist der Bolzen verschweißt.
Eine Erwärmung ist minimal - die Eindringtiefe ebenfalls.
Und zum Zünden braucht der Bolzen eine Vorgeformte Zündspitze, die das Aluteil nicht hat.
Zwinker Zwinker? Also geht es doch nicht?
Oder auch nicht. Das erkennt man schon daran, daß die Zeit bis man loslegen kann davon abhängig ist wie warm das Werkstück ist bevor man anfängt. Und falls es von den eingestellten Zeiten abhängig ist, ist die Frage wie weit man diese Zeit verkürzen kann und ob man nach Ablauf der verkürzten Zeit wirklich schon schweißen kann.
Ja, wenn sich ein Schweißbad gebildet hat, dann kann man loslegen. Bei MIG hat man in dem Moment losgelegt, in dem sich der Lichtbogen gebildet hat.
Nein, kann man nicht. Mit dieser Funktion bildet sich nicht in Millisekunden ein Schweißbad aus, und selbst wenn dem so wäre, könnte man in dieser Zeit kein Material zuführen. Die Funktion die Du nennst dient dazu die Leistung zu verringern (über die Zeit gemittelt). Das bewirkt aber das Gegenteil von dem was hier gebraucht wird. Spotten ist ein Gehirnersatz, der Schweißpunkt unterscheidet sich nicht von einem der manuell gesetzt wurde.
Ein "Schweißbad" auf der Oberfläche von Alufolie zu erzeugen benötigt natürlich sehr weniger Energie und weniger Leistung. Der Unterschied im Schweißverhalten hat eher weniger mit der Oxidschicht zu tun (sofern man geeignete Schweißgeräte einsetzt), sondern mit dem Schmelzverhalten, der Wärmeleitung. V2A leitet Wärme nochmal deutlich schlechter als Stahl. Ich habe V2A noch nie mit WIG geschweißt, bei MIG/MAG ist der Unterschied zu Stahl aber relativ klein.
Kommt auf die Legierung an, manche haben schon die Zusammensetzung vom Schweißzusatz. Bei Batteriepolen gibt es aber keinen Grund solche Legierungen einzusetzen.
Dein Text hat übrigens einige Lunker.
Schon eine spannende (theoretische) Diskussion hier.
Mich würde interessieren, wie der Stromfluss geschlossen wird… an den anderen Pol kann man ja wohl nicht gehen.
Es gibt zwei Fügeteile, an eins von beiden geht man mit der Masse. Beide Fügeteile sind in der Regel, so auch in diesem Fall, elektrisch bereits verbunden, wenn man mit dem Schweißen beginnen kann.
Das kann schwierig sein und man kann sich mit dem Masseanschluß auch das Teil versauen, beispielsweise den Gewindebolzen wegschmelzen. Man könnte mit dem Bolzen etwas anschrauben, was guten Kontakt zu der Scheibe herstellt an der geschweißt werden soll.
Ist eine übliche Standardanwendung.

1 „Gefällt mir“
Ich habe dir in Kurzform versucht zu erklären das man bei einem WIG Schweißgerät noch einige weitere Einstellungen und Funktionen hat die man einstellen kann und wovon abhängig ist was man machen möchte. Und wenn du mit der Pulsfunktion spotten möchtest dann sollte der Startstrom und Endstrom so niedrig wie möglich eingestellt werden, und die Stromanstiegszeit und Stromabsenkzeit auf 0. Denn beim "spotten" braucht es das nicht bzw. solltest du das verhindern, weil du beim spotten einfach nur einen hohen Pulsstrom im Millisekunden Bereich brauchst. Du setzt einen Punkt das wars, nächster Punkt das wars, du hast somit kein eigentliches durchgehendes Schweißbad.
Beim WIG schweißen und spotten auch. Du verstehst offensichtlich einfach nicht den Unterschied zwischen eigentlichen WIG schweißen und spotten mittels Puls oder Spot Funktion mit einem WIG Schweißgerät.
Doch natürlich, und genau das habe ich dir versucht zu erklären. Nochmal: es geht dabei nicht ums "Schweißbad" sondern um das Spotten mit hohen Strom in sehr kurzer Zeit. Und zumindest mit richtiger Spot Funktion scheint es auch mit Zusatz zu funktionieren (siehe 3. Video), dann hast du aber sicher auch wieder mehr Wärmeeintrag. Und man braucht nicht immer unbedingt einen Zusatz wenn es das Material ansich schon hergibt (auch wenn man es so machen sollte).
Sieh dir doch einfach mal die Videos dazu an die ich verlinkt habe. Schon im ersten Video kannst du in den ersten Sekunden sehen wie wenig Wärmeeintrag du beim spotten hast. Da kannst du direkt nach dem ersten Spot mit dem Finger drauf datschen ohne dich zu verbrennen. Auch Einstellungen wenn dir nur die Pulsfunktion zur Verfügung steht findest du da. Und nein wie schon gesagt weiß ich nicht ob es in dem Fall funktionieren würde weil Aluminium, aber ich würde es probieren und vorher ein paar Tests machen. Ich bin bei weitem kein Profi aber selbst Kupfer mit Edelstahl hab ich schon miteinander mit WIG verschweißt, das waren übrigens meine ersten Erfahrungen im Umgang mit WIG schweißen. Und unter 0,5mm V2A mit sehr wenig Strom das danach aussah wie mit der Maschine geschweißt. Völlig unterschiedliche Wärmeleitfähigkeit und daher sehr schwer zu schweißen (macht man normal auch nicht), geht aber und es hält. Ich bin dann aber mal raus hier da jede weitere Diskussion darüber in meinen Augen sinnlos ist. Probieren geht über studieren, wenn man die Möglichkeit dazu hat. Das ganze wurde hier im Forum aber auch schon durchgekaut, und es gibt sogar jemanden mit einem PUK Schweißgerät der sich mal angeboten hatte sowas zu machen. Suchfunktion: WIG
Und achja beim WIG schweißen kommt übrigens der Brenner an Minus und Plus ans "Massekabel"...
Ich hatte nur mal das Grob Schlosser ![]() MiG MAG Zertifikat.
MiG MAG Zertifikat.
Ich kenne allerdings WIG Anwendungen im Feinmechanik Bereich.
Neben Pulsen entscheidet auch die Kurven Form bei AC über den Wärme Eintrag. Z.B. simpel Sinus oder Recheck.
Niemand hat von einem durchgehenden Schweißbad geredet.
Warum sollte jemand einen Gedanken an Startstrom und Endstrom verschwenden, wenn Stromanstiegszeit und Stromabsenkzeit Null ist? Davon abgesehen, welcher Gedanke steckt dahinter die beiden Ströme niedrig einzustellen, wenn man doch intensiv schweißen will?
Ich sehe sehr dünnes Blech wo der draufdatscht. Alle was ich hier schreibe, schreibe ich vor dem Hintergrund was für die Pole geeignet sein könnte. Ich sehe auch spitze Wolframelektroden, schweißt man WIG-Alu bildet sich eine Kugel. Der Glanz des Materials erinnert auch nicht an Aluminium, zumindest im zweiten Video. Ich sage noch dazu, ich habe nicht alles angeschaut.
Du kannst dünne Bleche mit schönen Nähte schweißen, das ist eine Leistung. Du hast Edelstahl geschweißt, das leitet so schlecht Wärme, daß man einen Grillrost ein paar Zentimeter von der Glut entfernt anfassen kann, nicht nur bei kurzer Erwärmung. Die Wärmeleitfähigkeit von Alu liegt in der Regel ca. beim Zehnfachen. Dickes Alu verhält sich noch mal anders, weil dort die Wärme halbkugelförmig in mehr Material abfließt. Ich habe dickes Alu geschweißt und geschrieben wie sich das verhält, welchen Einfluß es hat, wenn es schon heiß ist oder noch kalt ist.
Aluminium schweißt man mit Wechselstrom und mischt nach Bedarf Gleichstrom in der einen oder anderen Richtung zu. So viel zu Plus und Minus.
jo läuft dann wieder auf das gleiche raus
muss mich selbst zitieren