Kommt drauf an. In Deutschland ist es wenig verbreitet, aber in USA wird fast immer und überall mit Nylog Blue auf der Bördelfläche gearbeitet. Das ist ein dickflüssiges Kälteöl, ähnlich wie dünnflüssiger Honig. Der Vorteil soll sein, dass die Bördel mit wesentlich größerer Wahrscheinlichkeit dicht werden, weil Mikrokratzer in den Oberflächen ausgeglichen werden.
Auf Youtube findet man einiges dazu.
Gerade dann, wenn man nicht jeden Tag Bördel macht und mit nicht so präzisem Werkzeug arbeitet, kann das die Chance für Dichtheit erhöhen.
soll beim bördeln und anschliesendem verschrauben nicht das recht weiche kupfer durch form-anpassung dicht schliessen an dem gegenstück, welches genau deswegen so geformt ist? ja es wäre schwieriger wenn das recht weiche kupfer-rohr durch das böreln dann zu sehr verfestigt(gestaut wurde) aber das sollte doch eigentlich nicht passieren?
ich erinnere mich da zb an kupferbearbeitung und das form-hämmern und dabei verfestigen und zwischendurch erhitzen um es wieder weich zu machen.
Ja sollte sich eigentlich anpassen, aber bei Kratzern auf dem Stutzen funktioniert das nicht immer 100%. Da müsste sich das Kupfer ja komplett in den Kratzer hineindrücken. Es hat Grenzen, was die gegenseitige Anformung angeht. Deshalb gibts auch immer wieder undichte Bördel.
Beispiel: Wenn ich einmal radial mit Schraubendreher über die Dichtfläche des Stutzens leicht kratze, ist es eher unwahrscheinlich, dass dies noch dicht wird.
Ja sollte sich eigentlich anpassen, aber bei Kratzern auf dem Stutzen funktioniert das nicht immer 100%. Da müsste sich das Kupfer ja komplett in den Kratzer hineindrücken. Es hat Grenzen, was die gegenseitige Anformung angeht. Deshalb gibts auch immer wieder undichte Bördel.
Beispiel: Wenn ich einmal radial mit Schraubendreher über die Dichtfläche des Stutzens leicht kratze, ist es eher unwahrscheinlich, dass dies noch dicht wird.
gut zu wissen. ich habe nämlich in meiner zeit im kälte-klima-bereich (wollte dort hin wechseln) nur gleich gelötet, so mit gasflasche usw, nie gebördelt.
also müsste man wenn einem zb so ein kratzer passiert (oder irgendwie sonst soetwas zu sehen ist), neu etwas drüber-bördeln, oder besser noch mit dem brenner erhitzen (aufglühen bis zum glanz) um das kupfer wieder zu erweichen und dann nochmal drüber-bördeln ? oder lieber gleich kürzen und neu bördeln?
frage das vor allem für andere die mitlesen und lernen wollen.
hab heute probiert ein etwas beim entgraten innenverkratztes übungstück zu bördeln hat einwandfrei funktioniert der konus drückt den kratzer raus. zu tief sollte der aber nicht sein den konus leicht ölen und nach dem bördeln das öl vom bördel abwischen
Wenn ein Bördel nicht 100% ist, dann abschneiden und neu machen.
Beim SAE-Stutzen ist ein Kratzer schon blöder. Hatte es bei einer Mitsubishi-Anlage am Außengerät, dass der Stutzen genau so einen radialen Kratzer am Neugerät hatte. War echt ärgerlich. Ich hab den dann mit Nasschleifpapier Korn 2500 ganz vorsichtig rausgeschliffen und später wieder poliert. War eine kritische Operation, hat aber funktioniert.
Kommt drauf an. In Deutschland ist es wenig verbreitet, aber in USA wird fast immer und überall mit Nylog Blue auf der Bördelfläche gearbeitet. Das ist ein dickflüssiges Kälteöl, ähnlich wie dünnflüssiger Honig. Der Vorteil soll sein, dass die Bördel mit wesentlich größerer Wahrscheinlichkeit dicht werden, weil Mikrokratzer in den Oberflächen ausgeglichen werden.
Auf Youtube findet man einiges dazu.
Gerade dann, wenn man nicht jeden Tag Bördel macht und mit nicht so präzisem Werkzeug arbeitet, kann das die Chance für Dichtheit erhöhen.
Schmiert drauf was immer ihr wollt, um euer gewissen zu beruhigen. Mir fällt da einfach nix mehr zu ein.
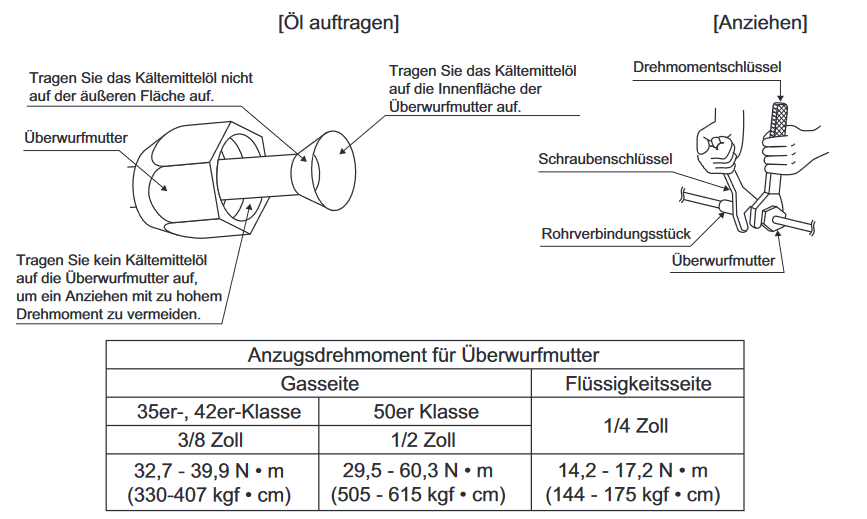
Wenn es nach Daikin geht, soll die nur die Innenseite der Überwurfmutter geölt werden, obwohl der Pfeil irgendwie direkt auf die Innenseite des Bördels zeigt? (siehe Bild). [1] Aus dem Hochvakuumbereich kenne ich nur ölfreie metallische Dichtung. Die sind auch ohne Öle/Fette dicht (Ausgasung von Ölen/Fetten mal außen vor gelassen) solange der Anpressdruck stimmt. Ich hatte die Innenseite des Bördels vor dem Festschrauben extra entfettet und dieser ist perfekt dicht geworden.
"Um Gasaustritte zu vermeiden, geben Sie Kältemittelöl nur auf die Innenflächen der Bördelanschlüsse. Verwenden Sie Kältemittelöl für R32."
Das bleibt aber ein gewisser Schulenstreit. In Deutschland bördelt man in der Regel trocken. In den USA bördelt man fast immer mit Kältemittelöl oder Nylog.
Ich leite daraus ab: Beides funktioniert und es sind alternative Ansätze. Beide Ansätze haben sicherlich Vor- und Nachteile, hat wohl aber noch keine in allen Details erforscht.
In der DIN EN 378-2 Abschnitt 6.2.3.2.3.3 ist für 6 mm und 1/4" 14-18 NM sowie für 10 mm und 3/8" 33-42 Nm angegeben, wenn der Hersteller nichts anderes vorgibt. Die Schlüsselweite kann man mit einem Schraubenschlüssel vorher testen. Bei der Panasonic Etherea war es für 3/8" SW22 und bei 1/4" SW17, wenn ich das noch recht in Erinnerung habe.
Endvakuum 5Pa entspräche 0,05mBar. Das ist um Größenordnungen von dem entfernt was das Teil bei Dir hinbekommt. Hast Du mal überprüft, ob die Pumpe überhaupt richtig funktioniert? Also Vakuum ziehen mit verschlossenem Saugschlauch, also ohne ein zu evakuierendes Gefäß daran?
Wenn das nicht auf 5Pa kommt oder wenigstens in die Nähe, Umtausch. Wenn das aber klappt, ist deine Verrohrung nicht dicht genug.
Die Frage ist auch, mit was für einem Manometer du misst und ob das überhaupt genau anzeigen kann. 500 mbar ist ja ganz weit weg vom Ziel.
Öl hast du eingefüllt in die Pumpe?
Auch dran denken: Genauer Unterdruck am Ende lässt sich mit den einfachen Vakuumetern sowieso nicht anzeigen, weil die vom Luftdruck abhängen (Relativ-Vakuummeter).
Öl habe ich natürlich vorher geprüft. Es ist definitiv der Kompressor. Erstens hat die Anlage den Unterdruck von Gestern die ganze Nacht exakt so gehalten. Zweitens habe ich den Kompressor heute früh mit geschlossener Armatur allein laufen lassen und er kommt auf den gleichen Unterdruck, wie gestern mit der Anlage.