Abgetrennt aus.....
Im Prinzip hast du Recht. Das ist vor einiger Zeit meine Grundidee gewesen.
Du musst berücksichtigen, dass ich den Anfang der gesamten Diskussion ums Pressen mitbekommen habe, es ist nicht auszuschliessen, dass die Idee für federn von mir kam. Allerdings hat sich das ganze in eine Richtung entwickelt, die ich nicht befürworte. Ich kann aber auch aktuell noch nicht beweisen, dass meine betrachtungsweise richtig ist.
Ich mache mal einen Schnelldurchgang durch das Problem aus Sicht des Maschinenbaus.
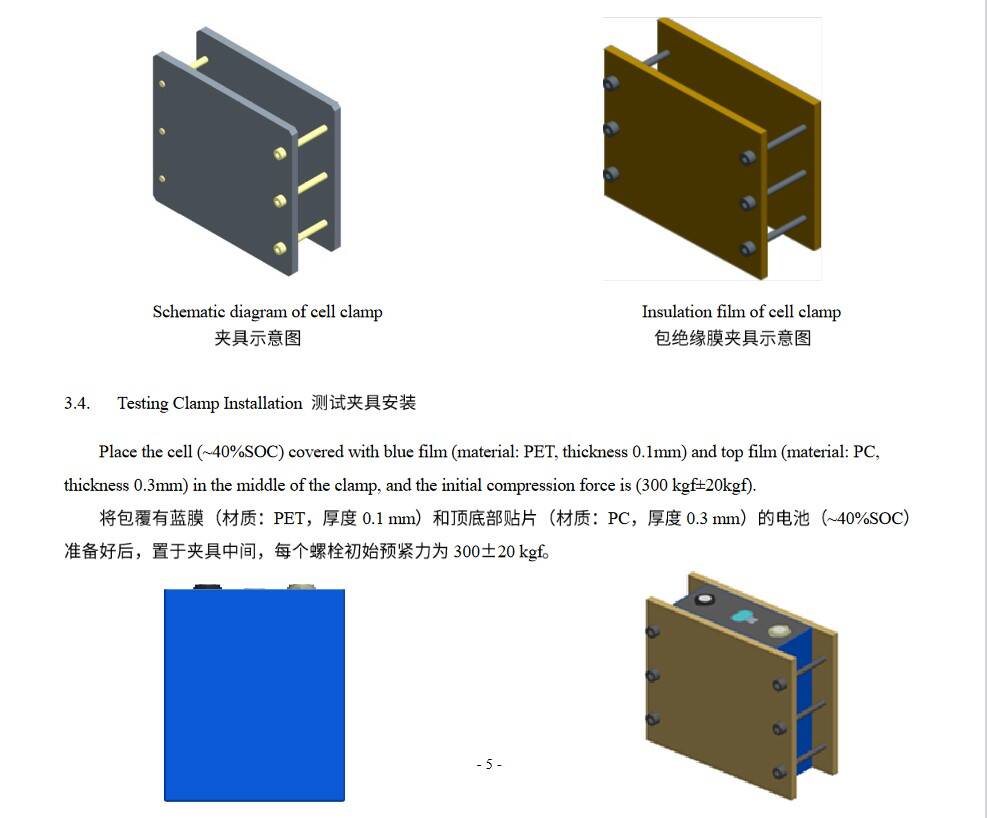
Kraft 300 kgf bedeutet das Gewicht von 300 kg verteilt auf die Fläche der Zelle. Das bedeutet unendlich flache federkennlinie : Ein Konstante. ungewöhnlich.
Die Toleranzen, wenig beachtet sind von 50 % ( halbe kraft) bis 200 % ( doppelte Kraft ), wo nach EVE der lebensdauergewinn geringer ist. Kommt aso garnicht auf die Genaue Kraft an.
Die Zelle selber hat einen Ausdehnung verursacht durch Thermochenische Veränderung der Pulvermatrix in der Anode. ( Matrix als Maschinenbaubegriff).
Größenordnung, wenn ich mich recht besinne, 2 %. Da aber quer durch die Zelle nicht "alles Anode" ist ( Anode-Separator kathode Kupfer Isolator Kupfer Anode.....) sagen wir mal .... 40 % . Also etwa 0,8 % Dickenänderung. hat mal jemand gemessen, kam sowas ähnliches raus.
Schaut man genau hin, was EVE beschreibt: Die Anode ist eine Pulvermatrix, deren Volumen beim Laden um 0,8 % steigt. Und beim Entladen wieder kleiner wird. und damit die Matrix nicht einfach so gross blebt, sondern wieder schrumpft ("und die Körnchen der Matrix ihren elektrische Kontakt behalten") presst man.
Diese Längenausdehung ist real.
jetzt ist die ganze zelle aber auch mechanisches material und hat eine Federkonstante, eine Kraft (pro Fläche) erzeugt eine Schrumpfung ( in Mikrometer) : Der E-Modul.
Wenn ich also die Längenausdehnung habe, aber mechanisch blockiere, steigt die Kraft. Blockiere ich nicht (indem ich eine gewicht auflege - bleibt die Kraft genau gleich).
Da wir wissen, dass die Kraft eigentlich nicht genau gleich bleiben muss, müssen es nicht beliebig lange Federn (flache Federkennlinie) sein. Eigentlich muss man nur "den Kraftanstieg begrenzen" - damit er die nicht 200 % Übersteigt. Oder etwas weniger. Oder wieviel genau notwendig ist, wissen wir nicht genau.
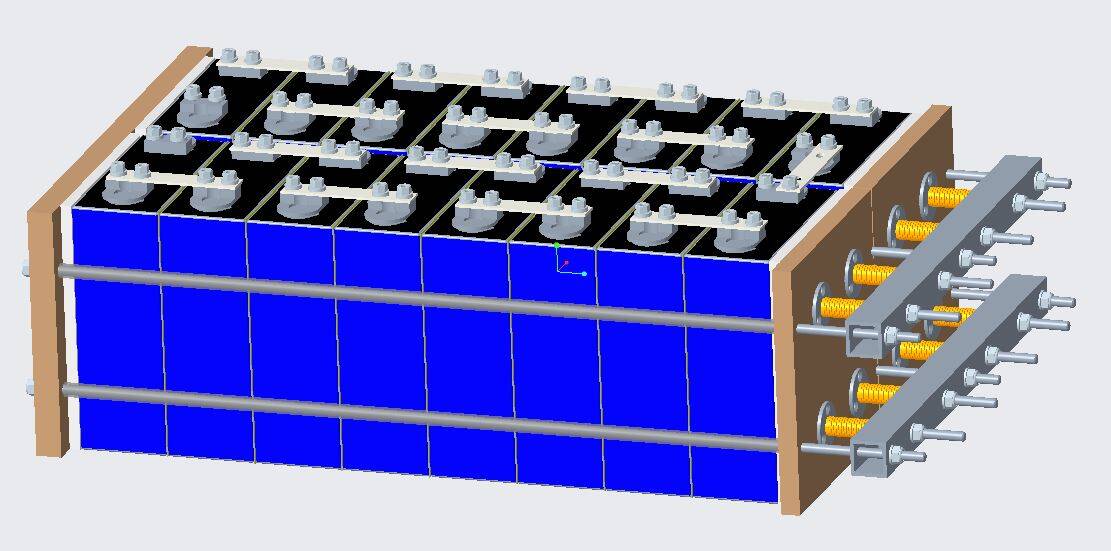
Jetzt erzeugen wir die Presskraft nicht durch ein Gewicht, sondern schliessen den Kraftweg mit Gewindestangen. Auch die sind Federn - mit ihrem E modul als Federkennlinie. Je dicker je härter. "Alle" haben die Sucht nach knallharten Stangen .... um dann die Federkennline mit Federn "aufzuweichen."
Nimmt man dünne Stangen, und wenige, kann man langsam anfangen, deren federweg einzubeziehen.
Mechanische betrachtung: Der lineare Verformungsweg von Eisen ist 3%. Ausnutzen tut man maximal 2%, damit man nicht an die Verformungsgrenze kommt. ( eine nach Handbuch maximal angezogene Schraube hat also 2 % Verformung/Ausdehnung in der Länge).
Meine zwei M5 Gewindestangen sind etwa zu 40 % ihrer Maximalkraft ausgenutzt. Das sind dann etwa..... 0,8 % Verformung. Das passt, über 4 daumen nebeneinandergelegt, als Ersatz für eine Feder.
Die von "allen" verwendeten M10, 4 Stück) haben wir gerade oben ausgerechnet. nur zu 4 % ausgenutzt, also weniger eigene verformung. Passt nicht, also Feder dazu.
So war mein Gedanken gang, als ich das vor fast 4 Jahren gebaut habe. Das enthielt die grundidee, die ich mit Federn hatte, und die beste Abschätzung, die ich vor vier Jahren hinkriegte. Darin sind aber noch soviele Parameter unberücksichtigt, dass ich mich hüte, das als "Richtig" zu bezeichnen.
( Nachgiebigkeit der Kopfplatten, Nachgiebigkeit der übrigen 60 % in den Zellen, Schmutzeffekte der Themischen Ausdehung, die zwischen zelle und stahlstange verschieden sind, Alterungseffekte...... usw. )
So, damit hätte ich mal "meinen" Aktuellen Kenntnisstand über die Presserei dargestellt. War schon lange nötig.
Danke an @dreamboy, mich dazu getriggert zu haben.
Sobald jemand anfangen möchte das zu hinterfragen und zu diskutieren, sollten wir das in einem getrennten thread machen. Das wäre es vielleicht wert.